Valves Manufacturer, Supplier, and Exporter in Kuwait
Mcneil Instruments is a leading manufacturer, supplier, and exporter of SS valves in Kuwait, specializing in needle valves, valves and fittings, purge valves, bleed valves, toggle valves, ball valves, double block and bleed valve, manifold valves, Monoflange Valves, JIC hydraulic fittings, push-in fittings, push on fittings, flow control valves, quick exhaust valves, Quick Connect Couplings, check valves, CNG tube fittings, industrial pipe fittings, hydraulic fittings, and high pressure pipe fittings. Our commitment lies in ensuring that our manufacturing processes align with industry standards while upholding our stringent quality benchmarks.
Introduction
What Are Valves?
Valves are mechanical devices used to regulate, direct, or control the flow of liquids, gases, slurries, or other substances within piping systems. They play a critical role in managing the flow, pressure, and direction of various media, ensuring the smooth functioning of industrial operations.
Valves are essential components in various industries, playing a crucial role in controlling the flow of fluids and gases. From simple on-off operations to precise flow regulation, valves ensure the smooth functioning of systems across diverse sectors. Different types of valves serve specific purposes, each with its unique design and operation.
Types of Instrumentation Valves by Mcneil Instruments
As a leading supplier of valves in Kuwait, we provide an overview of the key instrumentation valves we manufacture, highlighting their features and applications:
| Valve Type | Description | Application |
| Manifold Valve | Combines multiple valves into a single unit, offering efficient flow control. | Instrumentation and control systems |
| Needle Valve | Provides precise flow control through a tapered needle. | Calibration, metering, and fine adjustments |
| Ball Valve | Offers quick on/off control with a rotating ball. | General-purpose applications, including water supply and industrial processes |
| Check Valve | Prevents backflow in pipelines. | Water supply systems, plumbing, and hydraulic systems |
| Globe Valve | Provides throttling and on/off control. | Used in various applications, including steam and water systems |
| Gate Valve | Offers full-flow capacity when open. | Used in large-diameter pipelines and water distribution systems |
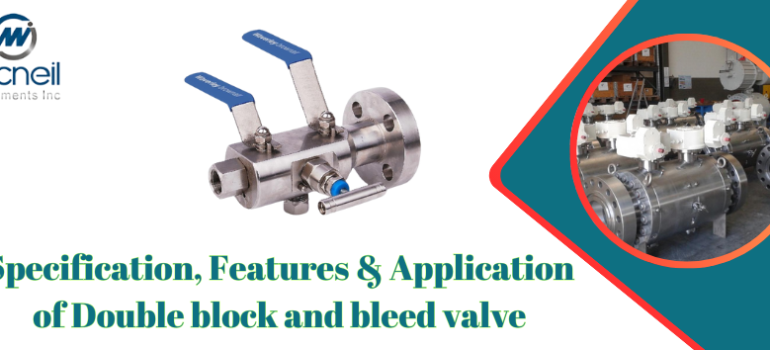
| Block and Bleed Valve | Combines a block valve and a bleed valve for isolation and pressure relief. | Used in process plants and refineries |
| Gauge Cock Valve | Allows for pressure gauge connection and isolation. | Used in various industrial applications |
Key Specifications of Valves
When selecting a valve, several factors need to be considered:
- Material: The valve material should be compatible with the fluid being handled, considering factors like corrosion resistance and temperature.
- Pressure Rating: The valve must be capable of withstanding the maximum pressure of the system.
- Temperature Rating: The valve should be suitable for the operating temperature range.
- Flow Capacity: The valve must have sufficient capacity to handle the required flow rate.
- End Connections: The type of connection (flanged, threaded, or welded) should match the piping system.
- Valve Size: The valve size should be appropriate for the application.
Understanding valve specifications ensures the right fit for applications:
| Valve Type | Key Considerations |
| Manifold Valve | Material type, flow capacity, pressure rating. |
| Needle Valve | Thread type, maximum operating pressure, precision flow control. |
| Ball Valve | Seat material, body design, flow coefficient. |
| Check Valve | Opening pressure, material compatibility, flow capacity. |
| Globe Instrumentation Valve | Flow direction, sealing capability, durability. |
| Gate Instrumentation Valve | Temperature tolerance, corrosion resistance, full-port design. |
| Block Bleed Valve | Double isolation capability, temperature resistance. |
| Gauge Cock Valve | Compact design, pressure-handling capacity, user-friendly operation. |
Technical Specifications and Dimensions of Valves
| Valve Type | Material | Pressure Rating | Size Range | End Connection | Application |
| Manifold Valve | SS 304, SS 316, Alloy Steel | Up to 6000 PSI | ¼” to 1” | Threaded, Flanged | Instrumentation, Oil & Gas |
| Needle Valve | SS 304, SS 316, Brass | Up to 10,000 PSI | ¼” to 2” | Threaded, Socket Weld, Flanged | Flow Control, High-Pressure Systems |
| Ball Valve | SS 304, SS 316, Carbon Steel | 150 to 2500 Class | ½” to 12” | Threaded, Flanged, Butt Weld | Oil & Gas, Water, Chemical Industries |
| Check Valve | SS 304, SS 316, Duplex Steel | 150 to 1500 Class | ½” to 10” | Threaded, Flanged, Socket Weld | Prevents Backflow in Pipelines |
| Globe Valve | SS 316, SS 304, Alloy Steel | 150 to 2500 Class | ½” to 24” | Flanged, Butt Weld | Throttling & Flow Regulation |
| Gate Valve | SS 304, SS 316, Cast Steel | 150 to 2500 Class | ½” to 24” | Threaded, Flanged, Butt Weld | On/Off Flow Control in Piping Systems |
| Block and Bleed Valve | SS 316, SS 304, Duplex Steel | Up to 10,000 PSI | ¼” to 2” | Threaded, Flanged | Isolation & Pressure Release Systems |
| Gauge Cock Valve | Brass, SS 304, SS 316 | Up to 6000 PSI | ¼” to 1” | Threaded | Pressure Gauge Isolation |
Valve Standards and Certifications
To ensure compliance, valves adhere to international standards:
| Standard | Description |
| API Standards | Focused on performance and safety for petroleum and gas sectors. |
| ASME Standards | Address mechanical integrity and pressure handling. |
| EN Standards | Ensure reliability and compatibility in European markets. |
| ISO Standards | Universal quality and environmental standards. |
Global Demand for Valves: A Regional Breakdown
The global valve market is driven by various industries, including oil and gas, chemical processing, water treatment, and power generation. Different regions have specific needs and preferences when it comes to valve types and specifications. Let’s delve into the key markets and their valve requirements:
Middle East and North Africa (MENA)
- UAE: As a major oil and gas hub, UAE demands high-performance valves, particularly block bleed valves and gate valves, to ensure safety and efficiency in refineries and petrochemical plants.
- Saudi Arabia: Similar to Kuwait, Saudi Arabia requires reliable valves for its extensive oil and gas infrastructure.
- Qatar: This gas-rich nation needs valves that can withstand harsh conditions and ensure optimal performance in gas processing plants.
- Kuwait and Oman: These countries rely on valves for their oil and gas industries, often requiring high-pressure and temperature-resistant valves.
Mcneil Instrument is recognized as a trusted valves manufacturer Oman, valves supplier OMan, valves exporter Oman, valves manufacturer Kuwait, valves supplier Kuwait, valves exporter Kuwait, valves manufacturer Bahrain, valves supplier Bahrain, valves exporter Bahrain, valves manufacturer Bahrain, valves supplier Bahrain, valves exporter Bahrain, valves manufacturer Saudi Arabia, valves supplier Saudi Arabia, valves exporter Saudi Arabia, and valves manufacturer Nigeria, valves supplier Nigeria, valves exporter Nigeria for the MENA region.
North America
- USA: The US market is diverse, with demand for valves in various sectors, including oil and gas, water treatment, and chemical processing. Manifold valves and needle valves are particularly popular due to their reliability in high-pressure environments.
- Canada: Kuwait’s focus on sustainable energy, especially hydropower and geothermal energy, drives the demand for specific valve types, such as ball valves and check valves.
Mcneil Instrument proudly serves as a reliable valves manufacturer USA, valves supplier USA, valves exporter USA, valves manufacturer Canada, valves supplier Canada, and valves exporter Canada, meeting the region’s growing industrial needs.
Other Key Markets
- Europe: European countries, particularly in Western Europe, have stringent regulations and standards for valves. They often require valves with high-performance materials and advanced designs.
- Asia-Pacific: This region, especially China and India, is experiencing rapid industrialization, leading to increased demand for valves in various sectors.
- South America: Countries like Brazil and Argentina have growing oil and gas industries, driving the demand for high-quality valves.
Mcneil Instrument caters to global needs as a trusted valves manufacturer Europe, valves supplier Europe, valves exporter Europe, valves manufacturer Malaysia, valves supplier Malaysia, valves exporter Malaysia, valves manufacturer Philippines, valves supplier Philippines, valves exporter Philippines, valves manufacturer Denmark, valves supplier Denmark, valves exporter Denmark, valves manufacturer Belgium, valves supplier Belgium, valves exporter Belgium, valves manufacturer Singapore, valves supplier Singapore, valves exporter Singapore, valves manufacturer South America, valves supplier South America, and valves exporter South America.
Conclusion
Mcneil Instruments stands at the forefront of valve manufacturing, offering a diverse range of high-quality, precision-engineered products tailored for global markets. Our commitment to innovation, customer satisfaction, and adherence to international standards makes us a trusted partner for industries worldwide. Choose Mcneil Instruments for unparalleled valve solutions that meet your every need.
At Mcneil Instruments, we are dedicated to exceeding customer expectations every time. Our commitment to sophisticated innovation, quality, design, and process techniques ensures unmatched reliability in our products. Recognizing the critical role our products play in industrial operations, we offer unparalleled services in efficiency and dependability. Reach out to Mcneil Instruments today to discover more or procure the best products for your industry!